
 EN
ENKaixin, uma empresa de alta tecnologia especializada em P&D, produção e vendas de válvulas para dutos de polímero.
Atualmente, muitos plásticos de engenharia foram aplicados com sucesso em peças mecânicas e alcançaram bons resultados. No entanto, a dificuldade de moldagem por injeção de plásticos de engenharia é relativamente grande, especialmente a ocorrência de incrustações no molde. Qual é a causa da incrustação do molde após a moldagem por injeção de plásticos de engenharia e como resolvê-la?

1. Formação de incrustações de molde
A incrustação da matriz refere-se a um fenômeno no qual os acessórios são depositados na superfície do molde (veja a figura abaixo). A incrustação do molde ocorre durante a moldagem por injeção de quase todos os termoplásticos. Quando os requisitos funcionais do produto final devem ser misturados com aditivos relacionados (como modificadores, retardadores de fogo, etc.), esses aditivos provavelmente permanecerão na superfície da cavidade do molde durante o processo de moldagem, levando à formação de incrustações no molde.
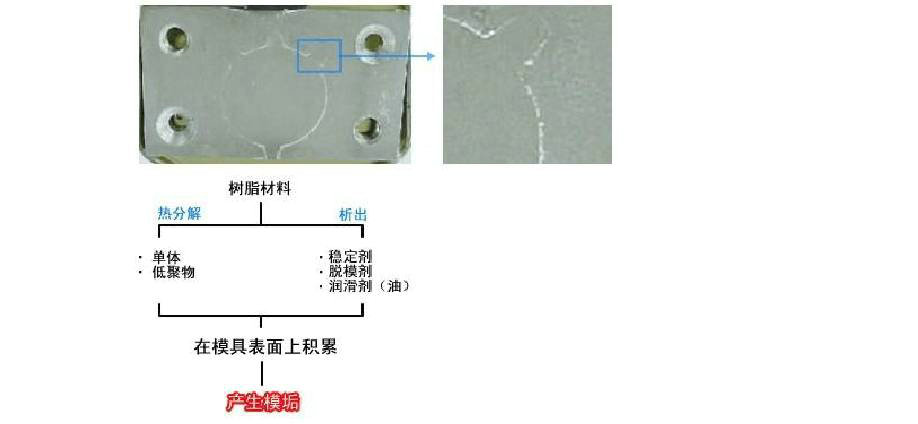
Existem outras razões para a formação de incrustações de mofo. Os motivos mais comuns são os seguintes:
▶Os produtos de decomposição térmica das matérias-primas;
▶Extrema força de cisalhamento do fluxo de fusão durante a moldagem por injeção;
▶Exaustão inadequada;
A incrustação de mofo causada pelo acima exposto é muitas vezes uma combinação de diferentes fatores, e é muito problemático descobrir o que causa a incrustação de mofo e como evitá-la, e a incrustação de mofo só se formará depois de alguns dias.
2. Tipos de escala de molde
1) Vários aditivos produzem tipos específicos de depósitos de mofo. O retardante de fogo reagirá em alta temperatura para formar decomposição e possivelmente produzir produtos com incrustações de mofo. Sob a influência de temperatura excessiva ou força de cisalhamento extrema, o agente anti-impacto se separará do polímero e permanecerá na superfície da cavidade do molde para formar incrustações do molde.
2) O pigmento no plástico de engenharia termoplástico derrete em alta temperatura, o que reduzirá a estabilidade térmica do material de moldagem, resultando na combinação de polímero degradado e pigmento decomposto para formar incrustações de molde.
3) Peças particularmente quentes no molde (como núcleo do molde), modificadores/estabilizadores e outros aditivos podem aderir à superfície e causar incrustações no molde. Neste caso, devem ser tomadas medidas para conseguir um melhor controle da temperatura do molde ou utilizar estabilizadores especiais.
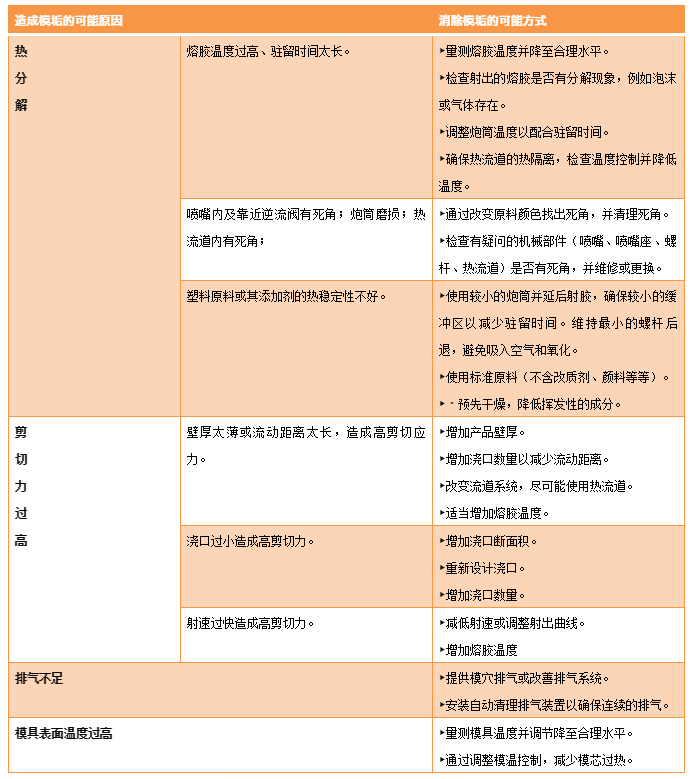
A tabela a seguir lista as possíveis causas de incrustações de mofo e medidas preventivas:
Terceiro, a ocorrência repentina de contramedidas de incrustação de mofo
Se a incrustação do molde ocorrer repentinamente, pode ser devido a mudanças nas condições de moldagem ou à substituição de diferentes lotes de materiais de moldagem. As sugestões a seguir podem ajudar a melhorar a incrustação de mofo.
Primeiro, meça a temperatura do fundido e verifique visualmente se o fundido está decomposto (como partículas queimadas). Ao mesmo tempo, verifique se os materiais de moldagem estão contaminados por substâncias estranhas e se são utilizados os mesmos materiais de limpeza. Verifique a condição de exaustão do molde.
Novamente, verifique a máquina em funcionamento: use materiais de moldagem coloridos (exceto preto), desligue a injetora após cerca de 20 minutos, remova o bico e o conector, se possível, remova-o com o parafuso, verifique se a matéria-prima tem partículas queimadas e prossiga com a comparação de cores da matéria-prima, descubra rapidamente a origem da incrustação do molde.
Causas surpreendentes de defeitos de incrustação de mofo foram encontradas em muitos casos. Esta tecnologia é mais adequada para máquinas injetoras menores, com diâmetro máximo de parafuso de 40 mm. A eliminação de incrustações de molde também melhora claramente a qualidade das peças ao moldar outras matérias-primas. As contramedidas acima também são adequadas para moldagem com sistemas de câmara quente.
A incrustação do molde leva a defeitos na aparência das peças moldadas por injeção, especialmente peças com erosão superficial, que podem ser reparadas por jato de areia com máquinas de jato de areia.

Quatro, manutenção de moldes
Quando a incrustação do molde não pode ser eliminada com todas as medidas acima, a manutenção e manutenção do molde devem ser reforçadas.
Os depósitos de mofo na superfície do molde são mais fáceis de remover no estágio inicial, portanto, as cavidades do molde e os canais de exaustão devem ser limpos e mantidos regularmente (por exemplo, após cada lote de produção de moldagem). Se o molde não for mantido e mantido por um longo tempo, será muito difícil e demorado remover a incrustação do molde após o molde ter formado uma camada espessa.
Os sprays utilizados para a manutenção e manutenção de moldes de injeção incluem principalmente: agente desmoldante, agente antiferrugem, óleo dedal, removedor de manchas de cola, agente de limpeza de moldes, etc.
A composição química da incrustação de mofo é muito complexa e novos métodos devem ser usados e tentados para removê-la, como solventes gerais e vários solventes especiais, sprays para forno e limonada com cafeína. Outra forma peculiar é usar borracha para limpeza de pistas de modelos.

5. Sugestões para evitar incrustações de mofo
Ao usar moldagem em câmara quente e matérias-primas sensíveis ao calor, o tempo de residência do fundido será maior, aumentando assim o risco de decomposição das matérias-primas e formação de incrustações no molde. Limpe o parafuso da máquina de moldagem por injeção.
Corrediças e comportas maiores são usadas na formação de materiais sensíveis ao cisalhamento. Portas multiponto podem reduzir a distância do fluxo, diminuir a velocidade de injeção e reduzir o risco de incrustação do molde.
A exaustão eficiente do molde pode reduzir a possibilidade de incrustação do molde. Defina a exaustão apropriada do molde durante a fase de projeto do molde. Um sistema de exaustão automático ou um método de exaustão que possa remover facilmente depósitos de mofo é a melhor escolha. A melhoria do sistema de exaustão muitas vezes resulta na redução de depósitos de mofo no molde.
Cubra a superfície da cavidade do molde com um revestimento antiaderente especial para evitar a formação de depósitos de mofo. Testes devem ser realizados para avaliar o efeito do revestimento.
O tratamento com nitreto de titânio na superfície interna do molde pode evitar a formação de incrustações no molde.
Este artigo vem da Internet, apenas para aprendizagem e comunicação, sem fins comerciais.















 Sede: No. 539 Bohai Road, distrito de Beilun, cidade de Ningbo, província de Zhejiang, República Popular da China
Sede: No. 539 Bohai Road, distrito de Beilun, cidade de Ningbo, província de Zhejiang, República Popular da China
 +86-18067123177
+86-18067123177